.png)
曲げ加工のある面の近くに丸や長丸等があった場合、最小フランジ以上であればコストダウンになります
Before
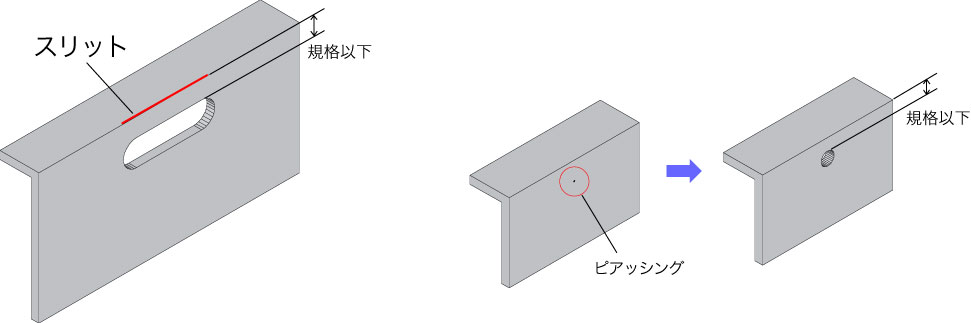
≫曲げ加工がある部分で曲げ位置の近くに丸や長丸等があった場合、穴が変形してしまう場合がある。そのため、曲げ前にピアッシングに小穴をあけ、曲げ後にドリルで穴あけ加工後面取する場合がある。
また長丸等は、ブランク時にレーザで曲げ線上にスリットを入れ、曲げが変形しないようにして、曲げ加工。その後スリットの部分を溶加棒を溶かし溶接し、グラインダー仕上げをするというコストが発生していた。
また長丸等は、ブランク時にレーザで曲げ線上にスリットを入れ、曲げが変形しないようにして、曲げ加工。その後スリットの部分を溶加棒を溶かし溶接し、グラインダー仕上げをするというコストが発生していた。

After
≫最小フランジの考えと同様、曲げ線からの穴の端面までの距離を別紙を基に設計を考慮。曲げ前にブランク加工ができ、1回もしくは2回の曲げ(Z曲げ)で加工が完了。
スリットを入れる、曲げ後溶接にて仕上げる。曲げ後手加工で穴をあける等の今までかかっていたコストを全部削減できる。別紙の内容は、板金加工の一般常識なのでぜひ考慮頂きたい。
スリットを入れる、曲げ後溶接にて仕上げる。曲げ後手加工で穴をあける等の今までかかっていたコストを全部削減できる。別紙の内容は、板金加工の一般常識なのでぜひ考慮頂きたい。