.png)
各板厚別の最小フランジ寸法以上であればコストダウンになります
Before
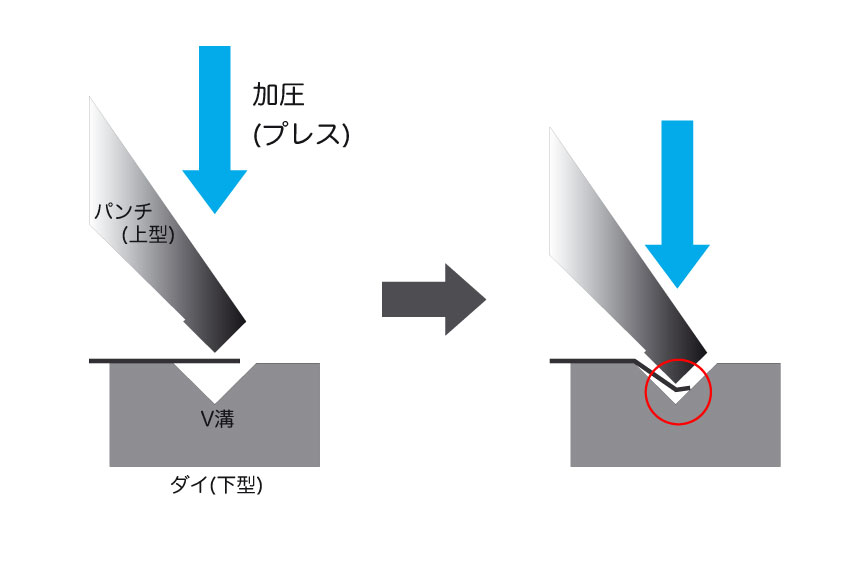
≫板金の曲げ加工は、V溝のあるダイとパンチによって行われる。V溝は板厚によって決まってくるため(負荷重考慮)それを考慮しない曲げ寸法は1回の通常曲げでできず、分割溶接構造にて加工、もしくは長めにフランジを曲げて曲げ後に、コーナーシャー等でカット及び仕上げ処理をしており、その分がコストアップとなっていた。
また、長距離の溶接は全周を溶接するため、歪大となり品質を守れないで加工していた。
また、長距離の溶接は全周を溶接するため、歪大となり品質を守れないで加工していた。

After
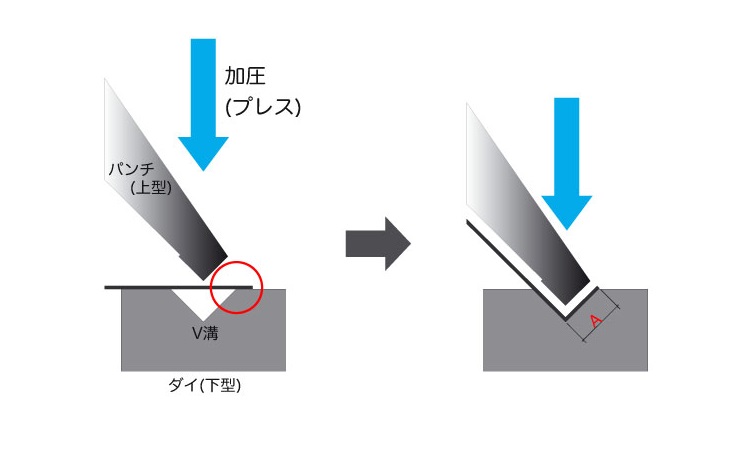
≫別紙の弊社「曲げ最小限度表」を基に設計を考慮していただき、1回の曲げ加工だけで完結に。
Before時にかかっていたコストは全く不要となり、大幅なコストダウンが実現。
Before時にかかっていたコストは全く不要となり、大幅なコストダウンが実現。